Microforgia
La
micorforgia è una macchina in grado di incidere circuiti a costanti distribuite
su una basetta composta da una lamina e da uno strato
di rame denominata microstriscia.
Essa è composta da un piano di lavoro denominato tavola, su cui si fissa la
microstriscia, e un puntatore mobile dotato di un trapano di precisione che
serve per l'incisione. L'intera struttura ricorda i plotter utilizzati in
ambito grafico.
1.1 Tavola
Fissare il materiale.
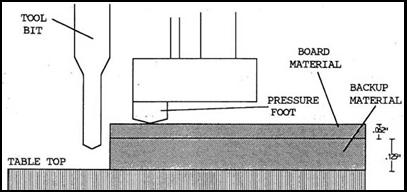
E' opportuno fissare sotto alla lamina di microstriscia uno strato di legno tenero
(backup material) che serve per proteggere il piano della microforgia e le
punte da eventuali danneggiamenti (vedi figura). Per fissare entrambi gli strati
occorre praticare dei fori in 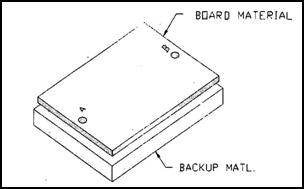 corrispondenza di quelli che sono sul piano (vedi sempre figura); tali fori devono essere molto precisi in modo che una volta fissato il
materiale non sia soggetto a gioco (si possono fare anche con la stessa
microforgia usando le drill bit da 1/8"). Fatti i fori
il materiale viene fissato sulla tavola con dei cilindretti metallici
(dowel pins).
corrispondenza di quelli che sono sul piano (vedi sempre figura); tali fori devono essere molto precisi in modo che una volta fissato il
materiale non sia soggetto a gioco (si possono fare anche con la stessa
microforgia usando le drill bit da 1/8"). Fatti i fori
il materiale viene fissato sulla tavola con dei cilindretti metallici
(dowel pins).
Per una maggiore precisione è meglio
incidere il circuito nella parte più alta della tavola e una volta esaurito lo
spazio togliere la lamina e fissarla di nuovo ruotata
di 180° in modo da utilizzare sempre la parte più alta.
1.2 Punte
Tipi.
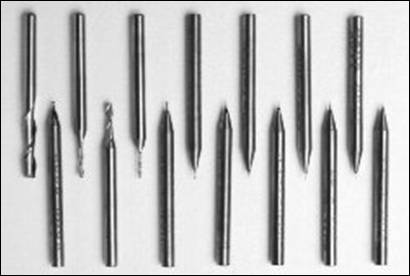
Per incidere un circuito la microforgia si serve di
vari tipologie di punte, ognuna specifica del tipo di strato. Esistono
in particolare 4 tipi: drill bit, end mill, copper mill, contour router. Le punte hanno un diametro che va da 0.75 a
3.15 mm.
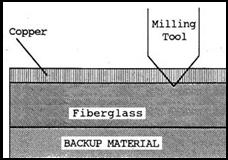
Copper Mill (milling tools): sono punte di precisione e
servono per incidere la parte superficiale di rame della microstrisciao. La
larghezza dell'incisione dipende dalla sua profondità, in altre parole se
faccio in modo che la punta incida più in profondità il circuito mi aumenterà
la larghezza dell'incisione.
End Mill (milling tools): come le copper mill ma vengono usate per incidere con uno spessore più largo, per
esempio possono essere usate per una seconda passata o per il rub-out. La
larghezza dell'incisione coincide con la larghezza della punta.
Contour Router servono per incidere il contorno del
circuito ovvero per tagliare la basetta e poterla estrarre.
Drill Bit (drilling tools): servono
per forare la microstriscia e il materiale di protezione in corrispondenza dei
fori di massa.
|
copper mill |
contour router |
|
end mill |
drill bit |



Cambiare una punta.
1) Dare con Isopro il comando Tool Change dal
menù mill e il puntatore della microforgia si sposterà sul bordo del piano.
2) Allentare la serie di viti del morsetto in
cui è stretta la punta utilizzando la chiave di allen
1/16" e la punta cadrà da esso (fare molta attenzione poichè le punte sono
molto delicate).
3) Posizionare la
nuova punta nel morsetto e stringere le viti con la chiave.
4) Assicurarsi che la punta sia più alta del
piano in modo che non vada a sbatterci e premere enter in modo che la
microforgia torni nella posizione originale (ci si può aiutare con il
regolatore Top Stop Knob).
Velocità di rotazione.
E’ riportato il collegamento ad un documento PDF in cui sono riportate le velocità consigliate per le varie punte. SpeedsandFeeds.pdf
Altezza e Profondità
Cosa sono?
E' importante nell'incisione di uno strato 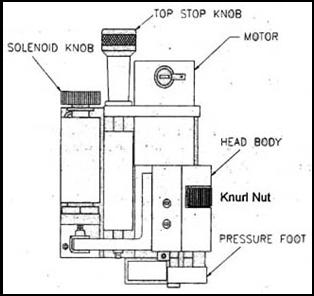 selezionare accuratamente l'altezza dalla
quale la punta inizierà la discesa e la
profondita dell'incisione. Con un errore sulla prima si rischia di rompere la
punta mentre per quanto riguarda la seconda essa è fondamentale per avere una buona incisione.
selezionare accuratamente l'altezza dalla
quale la punta inizierà la discesa e la
profondita dell'incisione. Con un errore sulla prima si rischia di rompere la
punta mentre per quanto riguarda la seconda essa è fondamentale per avere una buona incisione.
Il Top Stop Knob è un pomello posto sul puntatore della microforgia
(vedi figura) che ci permette ruotandolo di regolare l'altezza della punta sul
materiale.
Il Knurl Nut è una rotellina posta sempre sul puntatore che alza o
abbassa il saggiatore (Pressure Foot) permettendo una penetrazione
rispettivamente più o meno elevata della punta nel materiale.
Se si ha lo spessore.
 1) Regolare l'altezza della punta sul
materiale con il Top Stop Knob.
1) Regolare l'altezza della punta sul
materiale con il Top Stop Knob.
2) Portare il puntatore in una posizione che
sia sopra il materiale ma all'esterno dell'area di lavoro.
3) Posizionare uno
spessore uguale a quello desiderato sotto il saggiatore.
4) Assicurarsi che il saggiatore sia più in
basso dell'estremità della punta e in caso negativo regolarlo con il Knurl Nut.
5) Dare il comando Head Down dal menù mill di Isopro e il puntatore si abbasserà appoggiandosi sul
saggiatore.
6) Portare con il Knurl Nut la punta a
sfiorare il materiale.
7) Dare il comando Head Up in modo che il
puntatore si alzi.
Le regolazioni sono diverse a
seconda che si stia usando una drill bit o una copper
mill.
Drill Bit
 Di solito l'altezza della punta è regolata posizionando
la chiave di allen 1/16" sul materiale e facendo in modo che l'estremità
della punta non sia più in alto della chiave.
Di solito l'altezza della punta è regolata posizionando
la chiave di allen 1/16" sul materiale e facendo in modo che l'estremità
della punta non sia più in alto della chiave.
La profondità va regolata con uno spessore
tale che la punta buchi completamente la lamina (vedi figura).
 Copper Mill
Copper Mill
La punta
deve essere posta con l'estremità molto vicina al materiale se no c'è il
rischio di romperla.
La profondità
va regolata con uno spessore tale che la punta buchi completamente solo lo
strato superficiale di rame della lamina (vedi figura).
Contour
Router
Vedi Drill
Bit.
Se non si ha lo spessore.
Se non si ha lo spessore adeguato
si può provare a regolare la profondità così:
1) Portare il puntatore in un punto al di
fuori della zona di lavoro con il comando Jog del menù mill.
2) Dare il comando Turn Spindle On e la punta
comincerà a ruotare.
3) Dare il comando Head Down.
4) Mentre si muove il puntatore con Jog si
regola la profondità di incisione con il Knurl Nut.
5) Dare il comando Head Up e Turn Spindle Off.
Ricordarsi
sempre che con le Copper Mill più è profonda l'incisione
più è larga.
Misurare lo spessore del taglio.
Una volta selezionato la profondità del taglio si può misurarne
lo spessore in questo modo:
1) Incidere come sopra una linea retta in un area esterna alla zona di lavoro.
2) Spostarsi perpendicolarmente a tale linea
di x mm con Relative Move.
3) Incidere un'altra linea retta parallela alla
precedente.
4) Se distinguo due linee vuol dire che lo
spessore dell'incisione è < x mm se no sarà > x
mm.